问题
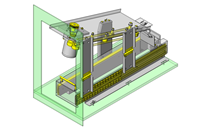
在型腔底部以及工件与刀具可能会发生干涉的场合下钻孔时,经常使用长钻头,但是会发生弯曲或是折损等故障,令人困扰。如何才能稳定进行这样难以加工部位的钻孔作业?
回答
利用长钻头钻孔的常规加工方法及其问题点
在可能发生刀具干涉位置进行的孔加工以及在工件深处进行的孔加工,通常是利用长钻头进行钻孔加工、利用长铰刀进行孔精加工。
但是对于芯径比立铣刀更小的钻头来说,槽长度越长则刀具的刚性会降低,且存在加工不稳定的缺点。

用于孔精加工的铰刀同样也是如此,刀具的全长、刃长增加,会对加工精度造成相应的不良影响。
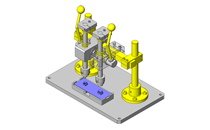
利用长颈钻头进行工件深处孔的加工
为了消除这一刀具刚性的问题,可采用具有立铣刀上常见的长颈结构的钻头。
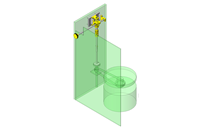
通过在钻头上设置长颈,可在维持刚性的状态下接近加工位置,因此可以避免图1中所示的刚性降低、颤振等问题。

推荐商品简介
TiAlN涂层超硬中心钻头
|
|


TiAlN涂层超硬NC用点钻
|
|


长刃型孔精加工用超硬铰刀
超硬直刃铰刀
|
 |