研磨手工加工应该依据研磨加工工件的形状、材料和精加工面的粗糙度,选择研磨剂和研磨工具,采用手工加工方法进行加工。在此,以孔内壁的精加工为例,对作业的要点进行说明。
(1)研磨手工加工作业
・研磨精加工应该从粗研磨颗粒到细研磨颗粒使用多种类型的研磨颗粒,提高作业效率。
・研磨颗粒的使用顺序应该从粗研磨颗粒开始,分级逐渐变换为细研磨颗粒,以使研磨精加工面的粗糙度分级逐渐变小。
・此时,如果在细研磨颗粒中混杂了粗研磨颗粒,则混杂的粗研磨颗粒会在使用细研磨颗粒加工完成的面上留下伤痕,永远也达不到精加工的目标粗糙度。
・因此,需要依据所使用研磨剂中研磨颗粒的粒度,选择准备研磨工具,并分开使用。
・圆孔用研磨棒应该事先加工成适宜的直径大小,以便与要加工的各孔径紧密配合无左右晃动,非常“吻合”地前后运动。
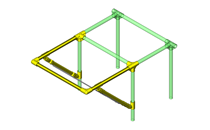
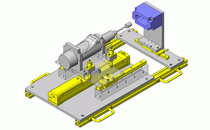
・平整地切除计算了外径的研磨棒的圆筒外径的一部分(1个部位或者2个部位),制作研磨剂蓄留的场所(参照【图1】)。
・研磨作业场所需要养成整理整顿的习惯,以免混杂了研磨剂。
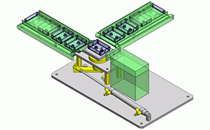
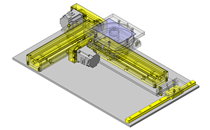
・在套管中插入涂抹了研磨剂的研磨棒,并一边使之朝一个方向转动一边按压研磨棒,然后一边使之朝同一个方向转动一连拉引回研磨棒,反复进行此操作。
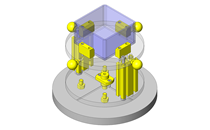
・套管孔内壁的研磨精加工作业,采用【图2】所示的方法。

下次,对规定了组装标准的零部件的加工方法进行说明。