在此对高效化的第3个课题 (3)减少误差的事例进行说明。普通的自动组装及机械加工时,采用 X-Y-Z 3个轴驱动机构的位置控制进行作业处理。对此3轴的驱动机构控制中的减少误差时间的方法进行讲解。
(1) 多轴驱动工作台工作控制的误差时间
・采用X轴Y轴的双轴驱动工作台时,使用双轴相互驱动控制进行平面2次元的运动控制进行自动化作业。
・对工件的XY轴加工图为图1所示。将此加工图的纵轴为移动速度,横轴为时间的驱动状态图如图2所示。在此事例中,(Y轴移动+X轴移动)作为1个循环加工驱动,制成定位程序。
・在此循环加工驱动中, X轴移动速度在一定时间(红色箭头)实施加工处理的时间为主作业。其它的时间(灰色箭头)为附加作业误差时间。
・在此控制程序中,X轴的驱动时间为了避免Y轴振动等的影响, 分离X轴驱动时间及Y轴驱动时间,两轴独立,统一驱动控制。
(2) 减少多轴驱动控制台的工作控制误差时间对策
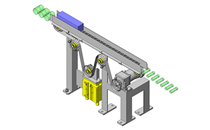
・图2的情况,是XY轴共同加减速控制的理想状态,在工件以外的加工时间,采用Y轴驱动控制可以减少Y轴驱动的误差时间,同时也可以避免在X轴驱动中Y轴的振动等影响(图3)。
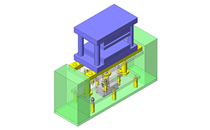
・这种2轴同时驱动控制称为协调运行控制(图4)。
")
")
")