对于注塑生产次数较多的模具,顶出销孔可能会磨损,并导致成型件上出现毛刺。
为了修正毛刺,主要是采用模具可动型芯的镶块修正或是更换新模具的方法,但这两者都需要大量的时间和修正成本。
对于此类预计注塑次数会较多的模具,建议使用可快速维护的模具构造,以防止顶出销磨损。
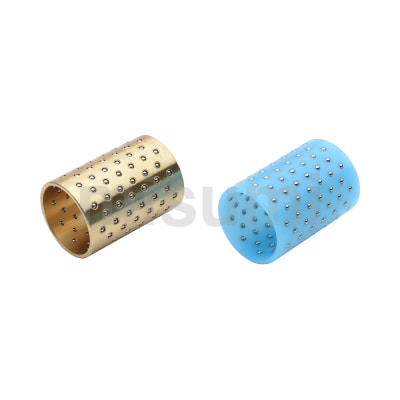
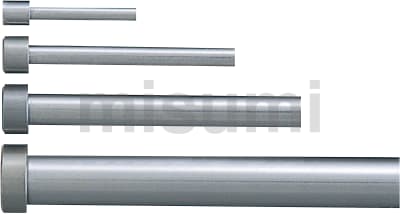
米思米已将“顶出销用衬套”商品化,从而满足此类需求。
只需将衬套插入可动型芯中,并在发生磨损时更换标准件,即可完成毛刺修正。
衬套材质是采用SKD61,并对表面做氮化处理。
因此,当顶出销使用SKH51(硬度58~60HRC)材质时,由于硬度不同,硬度较低的衬套一侧会先磨损,顶出销仍可继续使用,只需更换衬套即可。
尤其是当主型芯材质为预硬钢或S50C等硬度较低的材料时,如果直接在型芯上机械加工顶出销孔,则孔的磨损修正会带来巨大风险。在这种情况下,本部件将可充分发挥出其效果。
在日本,往往只将注意力集中在模具的制造成本上,但在欧洲和美国,维护成本也会被纳入考量之中,这种衬套结构得到广泛应用。此外,精密模具制造商也有在自己的标准中采用类似衬套的案例。
使用衬套的标准注塑次数取决于成型材料、成型条件、型芯材质等,因此建议仔细观察及探讨维护状况,并相应制定出标准。