■关于内径精度
| 特征 | ●建议配套使用米思米制导向轴支座与导向轴(标准g6·f8·h5)。 |
| ●对于开口型,安装孔D按容差H7加工后,进行开口加工。有可能因加工增至H8左右。 |


■关于内径(D尺寸)与导向全长(L·T尺寸)的关系
特征 | ●标准型(大致标准:L·T=D×1.3以下)·长导向型/加厚型(大致标准:L·T=D×1.3~2.0)已经标准化。 |
| ●长导向型·加厚型由于与导向轴的接触长度较长,因此刚性较高。 | |
| ●L=D×2.0以上的产品归编在支柱章节( W P.1616~P.1635)中。 |
■关于重复定位精度
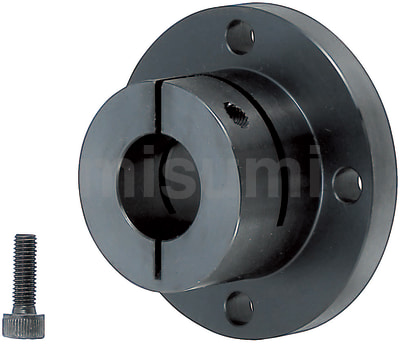
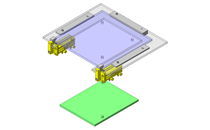
● 定位孔的使用
将定位销压入固定板一侧,
利用导向轴支座上的定位孔
进行定位的方法。
请利用 W P.153~157,P.164~165的带定位孔型。

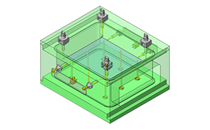
● 销的定位
将定位销压入固定板一侧,
利用导向轴支座的端面
进行定位的方法。

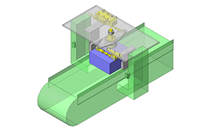
● 嵌入部的使用
在固定板上加工H7精度的孔,利用导
向轴支座的嵌入部进行定位的方法。
请利用 W P.123~124的嵌入型。

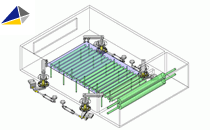
● 现场调整
利用安装孔(通孔)的间隙进行微调,
在现场定位的方法。