能够降低切削板的成本的要点在于制作部件时使用的“立铣刀”和“工序准备工时”的差异。使用“大径的立铣刀”,采用“工序准备工时较少”的设计,由此能够抑制部件的成本。
| 高成本的特点 | 低成本的特点 |
 |  |
使用小径的立铣刀 工序准备工时多时 | 使用大径的立铣刀 工序准备工时少时 |
但是具体应该怎样做呢…?那么这次
就来介绍一下通过更改“内角R尺寸”、“加工面数”,
使得价格最多减少35%的事例!
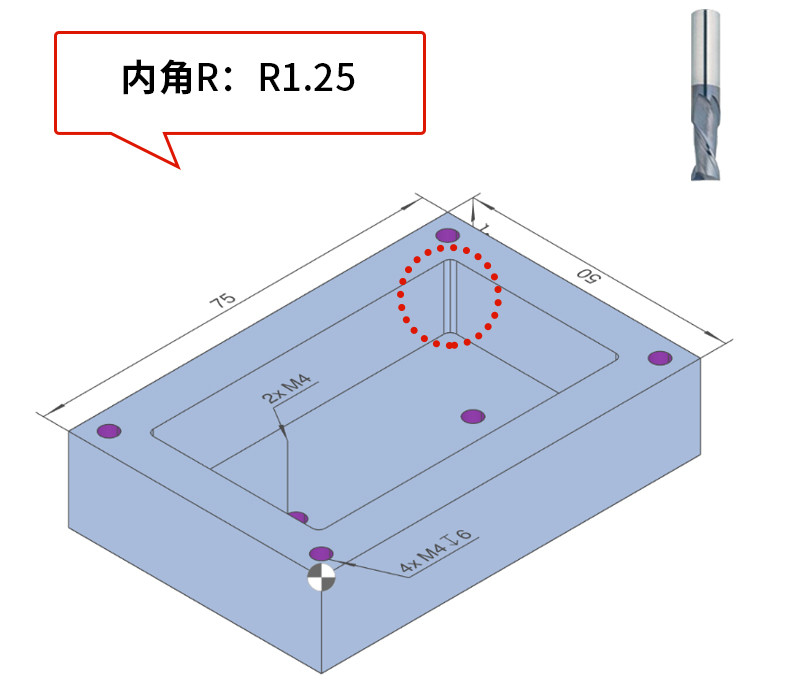
![]() 事例(1) 增大倒角内角R
事例(1) 增大倒角内角R
通过增大内角R,能够使用直径较大的立铣刀加工,加工时间缩短。因此能够降低价格。
(这次的事例是从R1.25变更为R10。引发价格变化的R的数值因部件的式样而有所不同。)
| 使用小径的立铣刀 | 使用大径的立铣刀 | |
 | 增大内角R的尺寸 ⇒ | 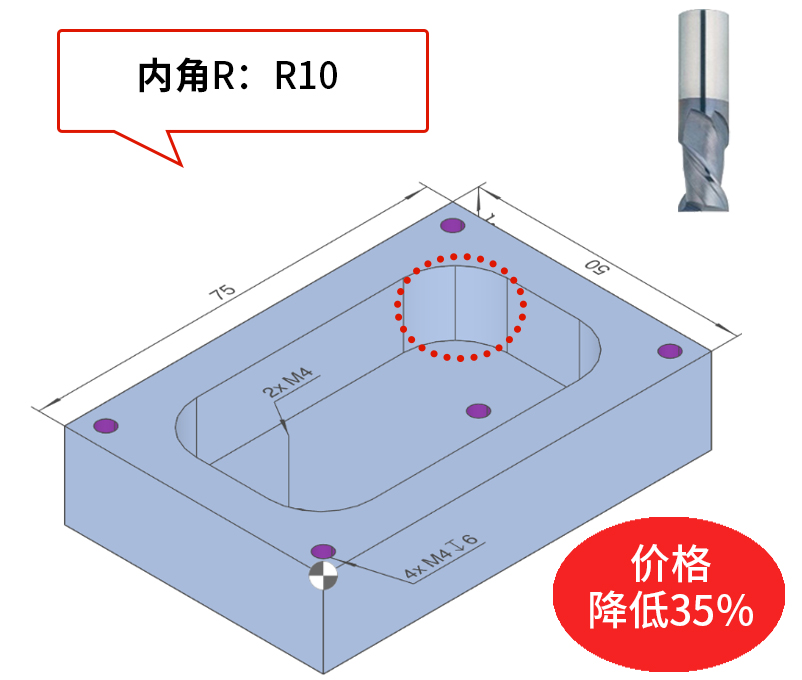 |
交货期:第6天出厂 | 交货期:第6天出厂 |
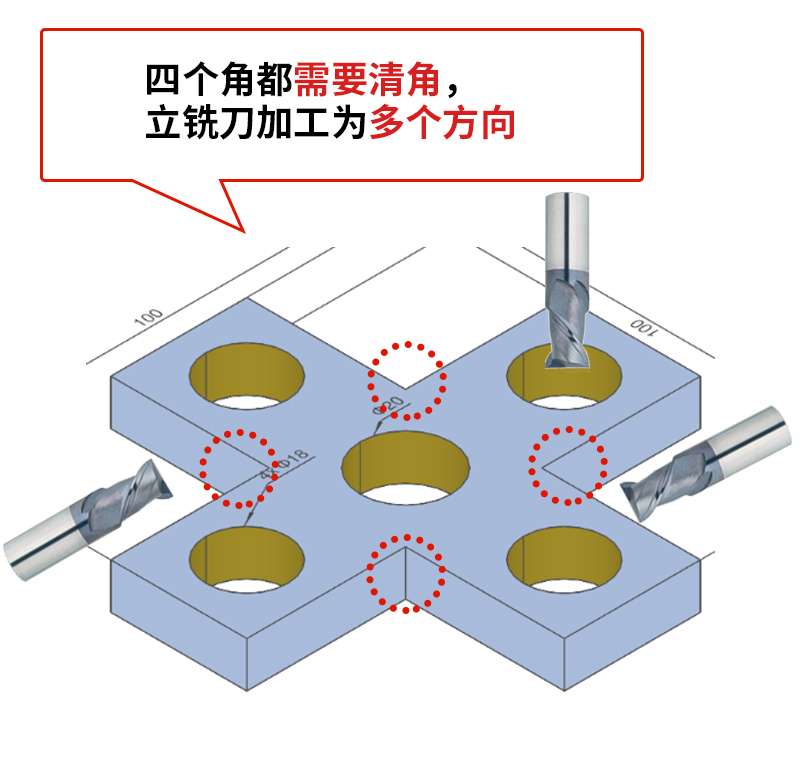
![]() 事例(2) 减少加工方向(这次以内角R为例)
事例(2) 减少加工方向(这次以内角R为例)
通过减少加工方向,能够减少前期准备工时,从而能够抑制价格。“减少加工方向”=“减少立铣刀接触工件的方向”,其方法有很多。这次介绍内角R加工中减少加工面数的事例。
| 工序准备工时多时 | 工序准备工时少时 | |
 | 在角部施加倒角R ⇒ | 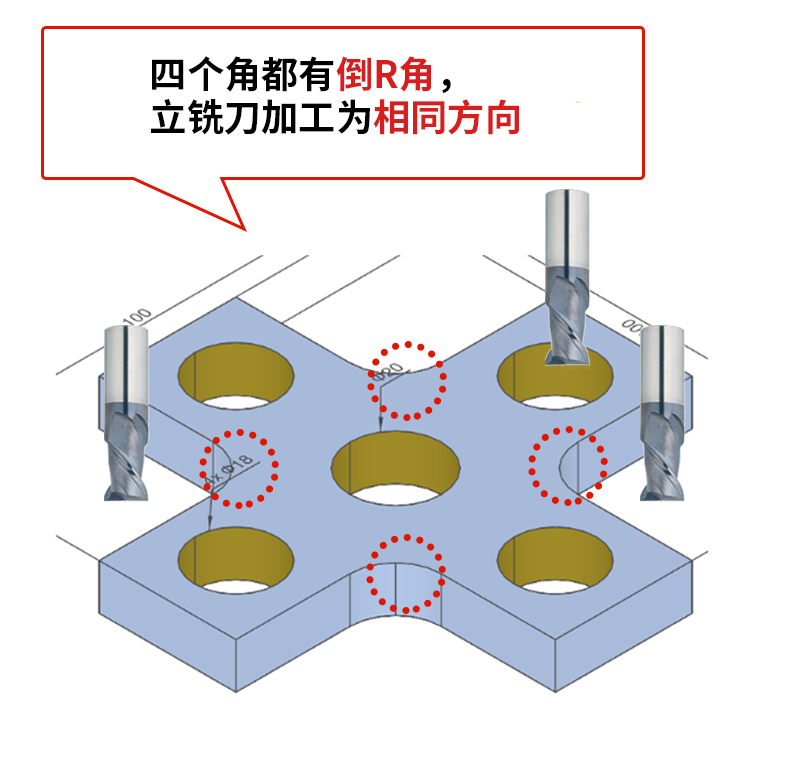 |
交货期:第6天出厂 | 交货期:第6天出厂 |
如果觉得价格很高的话,请试试变更内角R的尺寸和加工面数。但是……等待报价看能不能降低成本也太浪费时间了吧?
快使用meviy进行即时报价吧!