振动筒研磨是对筒内的工件和磨料施加间歇动力和高频振动从而实现研磨的方法。
振动筒的形式包括箱式以及环形两种。前者只能进行单向运动,而后者可以进行三维运动。
与旋转筒一样,振动筒也是通过将工件和磨料(研磨石)混合物放入筒内进行研磨。
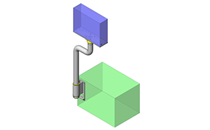
【图1】表示振动筒中工件的流动状况,【图2】是机械的外观。
")
通常,重切削采用1,800~2,400cpm的振频,7~5mm的振幅。抛光研磨中,采用将振频提升到2,000~2,800cpm,振幅减少到5~3mm的方法。
")
各种筒式研磨的共同之处在于,磨料的选择是进行筒式研磨时最重要的一环。
市面上有陶瓷磨料等各种磨料在售,其形状和尺寸各不相同。
形状有菱形、三角形、椭圆形、球形、颗粒状等,应根据工件形状相应选择磨料的形状和大小尺寸。
添加剂需要根据磨削、研磨、抛光等使用目的相应添加,可起到润滑、去垢、防锈等功能。可使用以硬脂酸钠为主要成分的0.5~0.8%皂,也可使用磷酸钠等碱性盐类。
研磨结束后,将工件与磨料分离时,钢铁产品可采用磁选,其他产品采用筛分方式。