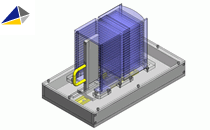
废料堆积的原因
废料堆积的原因,一般有以下几点。
凹模刃口直线部过长
内表面让位形状不适合(呈反锥形状)
凹模内部的表面较粗糙
凹模、模具垫板、模座的孔中心偏离造成台阶
冲裁废料相互连接,呈棍状下落时,堆积住让位孔
废料带有磁性
特别是对薄板和小孔等进行冲裁时,因冲裁废料重量较轻,即使是一些小障碍也会导致废料堆积。
[图1] 废料堆积的原因
1) 吉田弘美、山口文雄著,冲压加工的事故防止
关于防废料堆积型凹模(SV系列)
1) 防废料堆积型凹模的原理和特长
作为防废料堆积的一个方法
| 废料排出阻力(废料堆积的原因)<废料排出力+冲裁废料重量 |
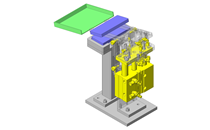
三住的防废料堆积型凹模是因为切刃附近设有空气导入孔,通过和吸出装置并用,引发凹模内部方向朝下的压缩空气。该压缩空气加强了废料排出力,起到进一步抑制废料堆积的作用。
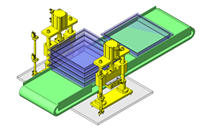
作为吸出装置,请使用真空泵和吸尘器(提桶型吸尘器),或废料吸出装置。[图2]
2) 适用范围
| 材 质 | 让位孔的形状 | 杆径 | 刃口直径 | ||
|---|---|---|---|---|---|
| 标准形 | 锥形 | D | P | ||
| 钢 | 相当于SKD11 | ○ | - | 6~10 | 1.00 ~6.00 |
| SKH51 | ○ | - | 3~ 5 | 0.50 ~2.50 | |
| 粉末高速钢 | ○ | - | 6~10 | 1.00 ~6.00 | |
| 硬质合金 | V40 | ○ | ○ | 3~10 | 0.50 ~6.00 |
| 硬质合金 精密级 | V40 | - | ○ | 3~10 | 0.500~6.000 |
| 超微粒子 | - | ○ | 3~10 | 0.500~6.000 | |
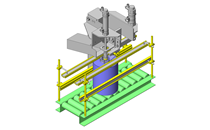
3) 用于防废料回跳时
通过追加工BC,缩短切刃(直线部的长度),增加凸模的嵌入量,通过压缩空气一片一片地吹落冲裁废料,起到防止废料回跳的作用。
(图3)
原来的防废料回跳型凹模,不适用于断面修正以及被加工材料厚度不足0.1mm的场合。而这些用途正可作为防废料回跳的对策使用。
(BC追加工仅适用于锥度型凹模。)
4) 注意事项
防废料堆积型凹模是和真空泵等吸出装置等组合使用作为前提条件的产品。凹模本身并不能起到防废料堆积的效果。
如果凹模上部的进气孔堆积了润滑油、切屑、垃圾等,将不能起到充分的防废料堆积的效果,所以请定期对凹模进行维护。对于长期保管后的凹模,请在清除固体化了的润滑油和垃圾后再使用。
密封性较低的模具有时不能起到充分的吸出效果。
本产品主要设计用途为冲裁薄板,对于厚板冲裁有时不能起到充分的效果。
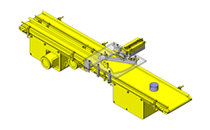
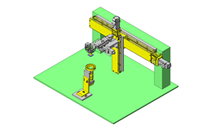
[图2] 与各种吸出装置的组合举例
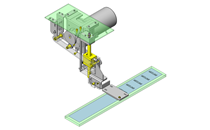
[图3] 用于防废料回跳时
关于废料吸出装置(SVBN)
1) 废料吸出装置的原理和特长
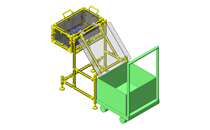
废料吸出装置是通过压缩空气使凹模内部形成负压,将冲裁废料压向下方以防止废料堆积和废料回跳。
如使用带有进气孔的防废料堆积型凹模将更有效。
空气的供给途径能从模座的槽加工和孔加工中两者选一。
由于模座为嵌入式,不需对模具进行大范围的设计变更便能防止废 料回跳和废料堆积,并能进行后安装。
不需对模板、模座等进行倾斜孔加工。
2) 适用范围
孔径d:φ3mm~16mm
外径D:φ6mm~20mm
3) 注意事项
废料吸出装置的吸引力强度因供给空气压力、供气软管直径、模板的空气供给途径的截断面积和长度、以及设备规格而异。
如果模具的气密性较低,则未必能取得充分的吸出效果。
多个同时使用时,请设置相同的空气供给途径。此时,空气流速较低,会降低真空度,敬请注意。真空度与压缩空气的压力和管径的截面积成正比,而与废料吸出装置的直径、管道长度成反比。
请使用外径φ6内径φ4以上软管。
可用于防废料回跳、废料堆积,但使用该方法并不能解决所有使用条件下的问题。
为了提高性能,有可能会变更未在产品目录上记载的尺寸。
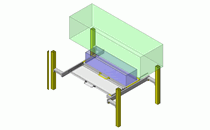
[图4] 废料吸出装置使用举例
试验数据(参考值)
废料的吸出能力(凹模切刃部位的真空度)为真空泵吸引时最大。
尽管废料吸出装置、吸尘器(提桶型吸尘器)比真空泵的吸出性能要差,但客户能通过自备的压缩机等进行压缩空气驱动,无需增加新的设备。
吸出性能根据凹模的规格和配管的直径、长度等的不同而发生变化,此处所表示的数值只为大致标准。
[图5] 与各种吸出装置的比较
(注) 吸尘器的吸出性能根据机型的不同有很大的区别。