![]() 刀具在旋转!
刀具在旋转!
此次将从机加工的现场视角谈一谈具体的设计要点。首先是对更换工序影响巨大的机加工的“内角倒角”。
设计人员们可能都有过被加工现场质疑“这里倒角合适吗”等。让我们一起思考一下为什么、要在这样的地方倒角?
机加工是将工件抵接于“旋转的刀具”进行机加工。因为刀具一直在旋转,因此从上面看,形成“圆”。
立体地观察代表性的方头铣刀,请想象“圆筒”运动,工件与铣刀接触的部分被去除的画面。如果使铣刀平面运动,则在折返部分残留下圆弧形状的“倒角”。
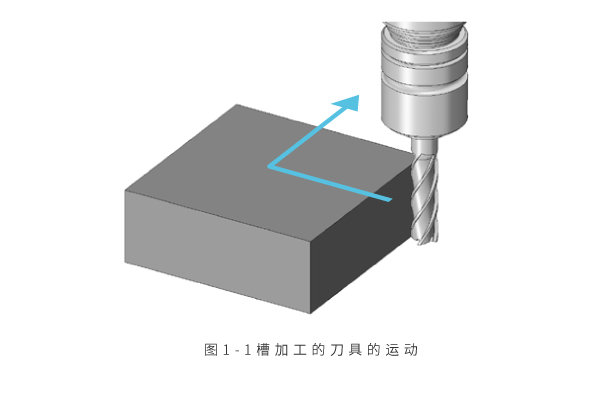
尝试思考一下如图1-1所示使立铣刀相对于块件呈L字型运动的情况。
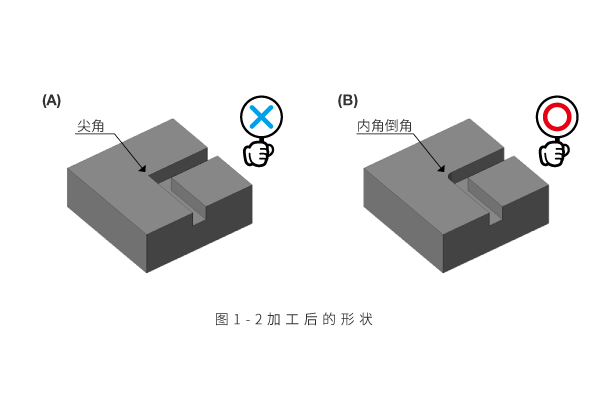
如此,在机加工中,一定会施加因“刀具旋转”而产生的“内角倒角”。特别是如图1-2所示,在由3个面的壁围起的角部,会在某处形成内角倒角。为了消除内角倒角,有名为电火花成型的加工方法。将电极制作成与想要加工的形状相反的形状,放电,将对方熔化。但是,该方法会花费电极制作成本、放电加工成本,如果不是特别需要,都不会采用。
![]() 加倒角还是不加倒角…通过例题来思考!
加倒角还是不加倒角…通过例题来思考!
让我们看一个更具体的例子,想象一下内角倒角是如何相关的。
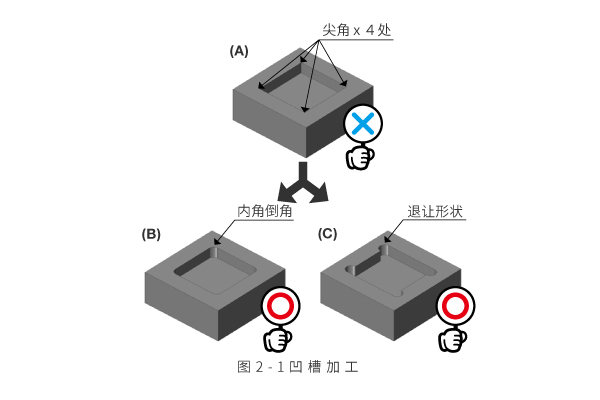
图 2-1 是一个四边形凹陷。也叫凹槽。这种凹槽形状的四个角都被3个面的壁包围。角部也有一个内角倒角。像(B)这样的状态很常见。
另一种方法如 (C) 所示,是向壁的外侧推进,形成倒角形状。如果在该凹槽中有一个无论如何都要牢固地嵌入的物品,就把它做成这样的形状。
为了以这种方式嵌入对象物,向外侧推进形成的形状也称为“退让形状”。
![]() 接下来是下一个例题!
接下来是下一个例题!
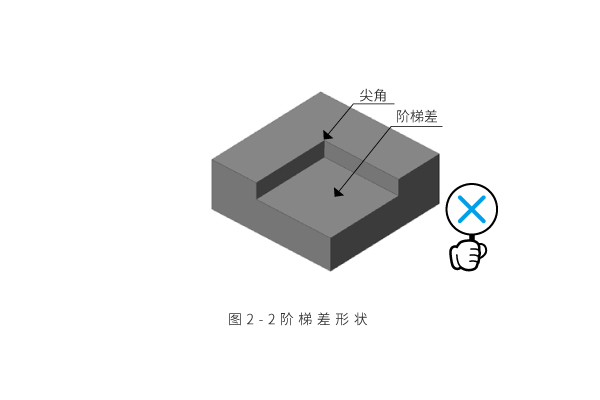
图2-2所示的形状如何?此处也是被3个面的壁围起的角为1处。此处无法做成尖角。在实际机加工中,会是怎样的情况?
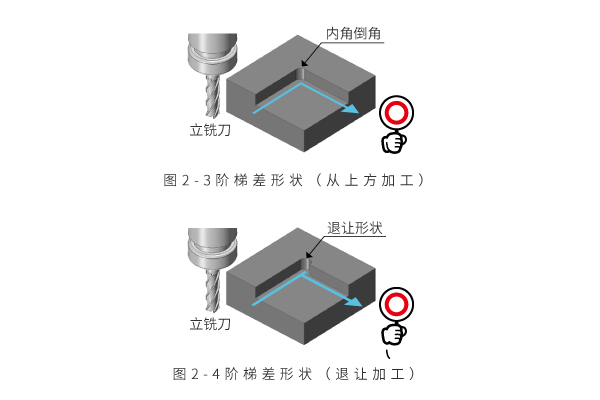
首先想到的或许就是图2-3的状态。从上方抵接立铣刀,在折返部施加内角倒角。同样从上方加工,如图2-4所示,可以形成退让形状。
接下来能想到是图2-5所示的状态。从块形状的横向抵接立铣刀。因为也会受刀具长度的影响,所以可能不太常用,但也有像这样施加内角倒角的方法。
(刀具的长度与倒角大小之间的关系将在后面阐述。)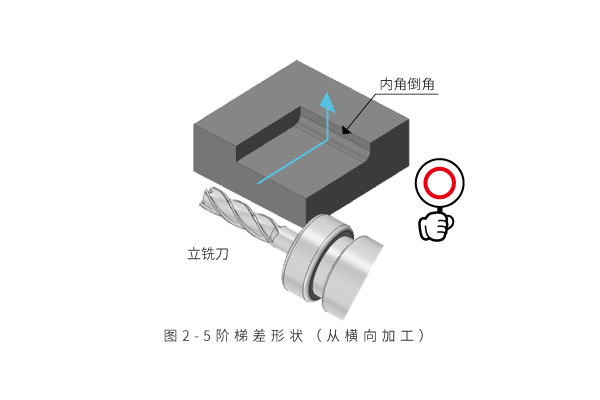
![]() 想象一下内角倒角的方向和更换工序之间的关系!
想象一下内角倒角的方向和更换工序之间的关系!
您理解机加工与内角倒角之间是切不断的关系了吧。我想您也理解了有时是在3个面的壁围起的角部一定会施加内角倒角。加工此类形状时,请务必在图纸中标明在哪个位置施加内角倒角。
如果没有指示位置,可能会被质问“应该在哪里施加倒角?”而且有时会被拒绝“这样的东西做不了”。
接下来,让我们考虑一下施加内角倒角的方向与更换工序之间的关系。
请参见图3-1。根据根据之前的讲解,这样的形状能加工吗?在板状上开有两个孔和一个切口。切口没有内角倒角。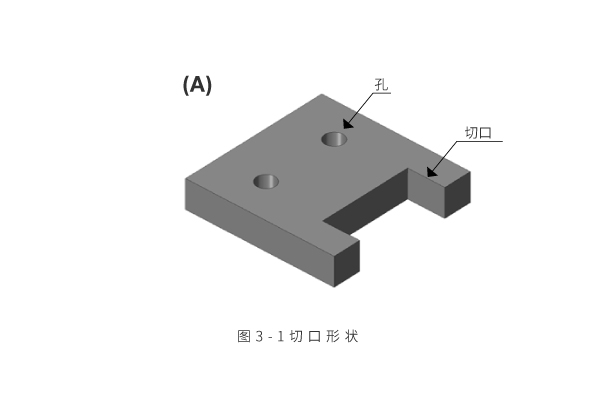
回答是“能”。只要是没被壁围起的、刀具能够穿过的切口形状就能加工。但是需要“更换工序”。
正如在机加工的流程中说明的那样,只要更换工序,改变工件的方向,就能实现这样的形状。具体请考虑以如下流程进行加工。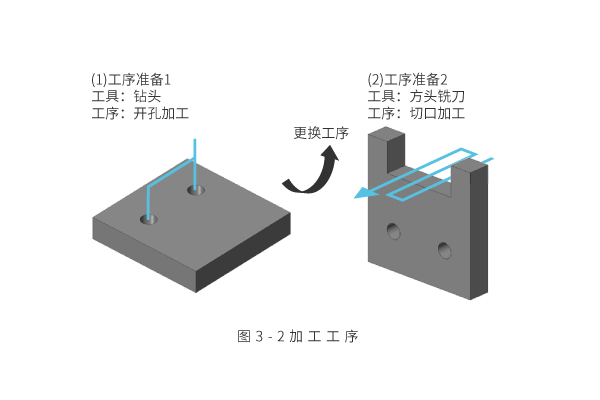
像这样从不同的面进行加工时,需要更换工序,即先暂时解开对工件的固定,改变工件的放心,并再次固定,设置工件中心……。是不是感觉非常非常麻烦?
于是考虑例如可以允许该切口有内角倒角,这样考虑就制作成如下形状,感觉如何?
请看图3-3。(B)是将角部倒角,(C)是向外侧推进,形成退让形状。这样处理,就能从相同的放方向加工孔和切口了。也就是说,不需要更换工序。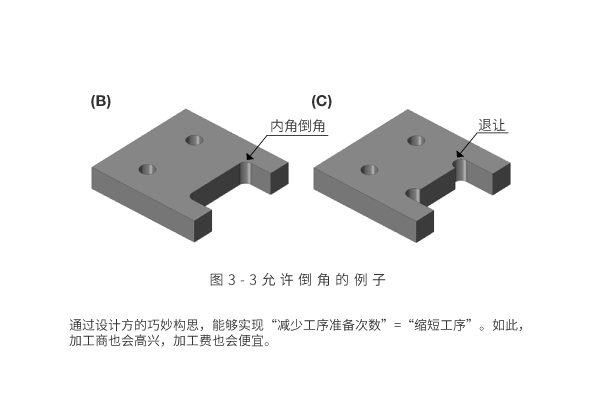
但是,像此次的图3-1、图3-3那样简单的形状的情况下,究竟哪个更便宜取决于加工商擅长的加工方法和所拥有的的设备。当主要使用通用机进行加工时,图3-1有时会更让人喜欢。也有很多加工商使用线电极电火花加工等与切口形状一起加工轮廓。
设计时最好与加工商实际沟通,确认哪种更容易加工。
![]() 内角倒角能小到何种程度!?
内角倒角能小到何种程度!?
下面说明一下该内角倒角的大小多大程度合适,或者能够小到何种程度。基本上在使用立铣刀进行形状加工的情况下,以L/D≤5为标准。突然写出一个算式,你可能会有些摸不着头脑,我们就按顺序说明一下吧。
该式中的L是刀具的“吐出量”[mm]。是立铣刀从卡盘架探出的长度。D是立铣刀的“直径”[mm]。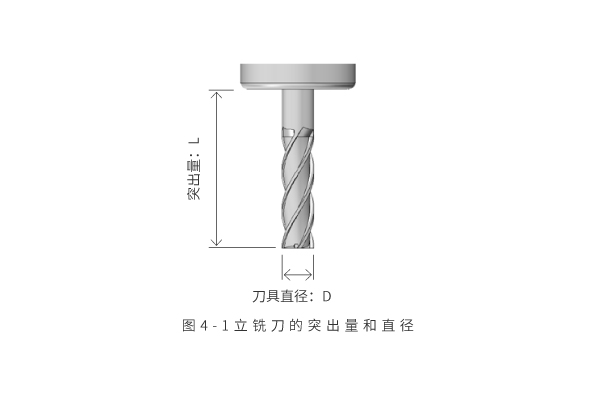
也就是说,L/ D ≤ 5是指所使用的刀具的突出量小于直径的5倍。突出量短更结实,能够漂亮且高精度地加工。
相反,如果突出量相对于直径过长,则刀具会出现振摆。出现振摆,切削出的面就会粗糙,无法达到精密加工所需的尺寸。有时还会在加工中折断。该限度的目标是L / D≤5。
当然,基准也会因加工条件 (刀具的转速、切入深度等) 、材料的种类而不同,但请作为大致标准记下来。
如果事先知道自己设计的零件的“刻入深度”≒“突出量”,则能够计算相对于刻入深入而言在加工上能够容许的倒角的大小。请看图 4-2。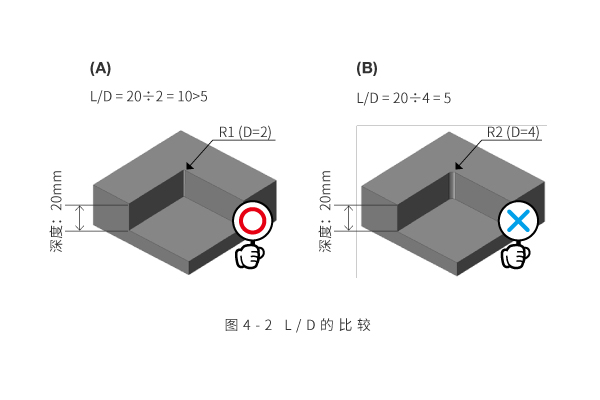
(A)是内角倒角为R1。切口深度为20mm,因此L/D =10,比5大。这是因为倒角相对于深度而言过小,因此这是希望避免的内角倒角的设定。
另一方面,(B)是R2,因此L/D = 5,是总而言之可以的内角倒角设定。最好像这样事先养成逐个检查内角倒角的设定是否为适当水平的习惯。
虽说如此,但若说要切出厚度1mm的深度,R0.1mm是否可以?由于使用φ0.2mm的立铣刀切削,因此这种加工是无法实现的。(当然在部分领域(模具加工、微细加工等)还是可能的。)
感觉判断不清楚时,还是需要与加工商协商决定,但还是请记住机加工的倒角设定有这样的标准。在没有特别要求的情况下,只要在图纸中指示“R3以下”等,就能在指示范围内,切削出最适合加工方情况的倒角。此次说明了机加工中必然存在的内角倒角。要点总结如下。
• 被3个面的壁围起的角部一定会在某处设置内角倒角 • 有对方零件的情况下,也可以考虑施加退让形状 • 关于被2个面的壁围起的角部,要兼顾加工现场的情况决定是否设置内角倒角 • 设置内角倒角的方向要考虑与加工的工序准备之间的平衡进行设定 • 内角倒角设定为L / D ≤5 |
如果首先把这些记下来,就会极大地接近加工现场喜欢的设计。