切削加工是典型的机械加工之一,主要是使用刀具切割、磨削金属的加工。可以想象一下铅笔刀和削刨木材的刨子。这次我们介绍一下切削加工的种类和能够利用切削加工制作的零件例子。另外,我们还将对削加工中常用的材料和加工设计要点进行说明。
![]() 切削加工的种类
切削加工的种类
切削加工大致可分为三种:车床加工(车削加工)、铣削加工和开孔加工。车床加工是使工件旋转进行切削的加工方法,铣削和开孔是使刀具旋转进行切削的加工方法。
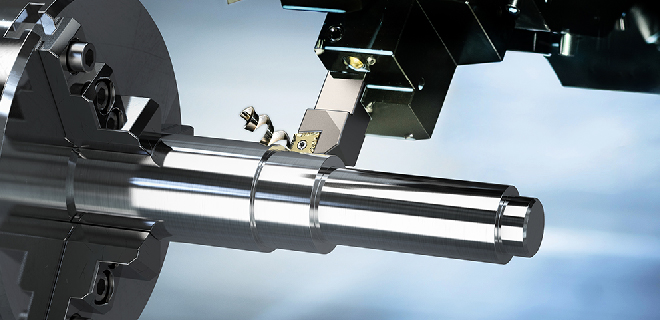
■ 车床加工(车削加工)
使工件高速旋转,并使之接触刀具来切削材料。由于工件旋转,因此适合制作圆柱体零件。切削圆柱体的外周、在圆柱体的内部开孔、加工外螺纹。有手动进行各种加工的通用车床和通过依靠计算机程序来移动进行加工的NC车床和CNC车床。
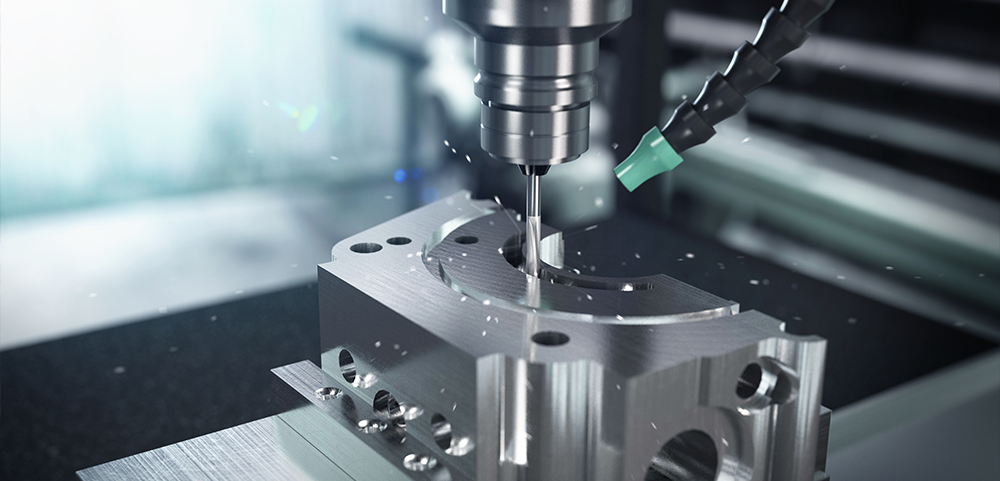
■ 铣削加工
在铣削加工中,是使高速旋转的刀具接触固定的工件进行加工。使用面铣刀、立铣刀、槽铣刀和平铣刀等刀具,能够进行铣削表面、刻划棱槽等各种加工。有全部手动来更换和控制刀具等的通用铣床、自动控制刀具的NC铣床以及自动更换刀具的MC(加工中心)。在NC和MC中,还有名为三轴机床和五轴机床的加工设备,它们不仅控制刀具的位置还控制刀具和工件的倾斜度。与加工圆柱体的车床不同,它们能够进行更广泛的加工,例如用块状材料切削出复杂的形状、进行槽和孔等加工等。
■ 开孔(钻床)
钻床往往被认为“只会开孔”,但实际上根据所使用的工具不同,钻床能够进行各种加工:提高孔精度的铰孔、扩大孔内径的镗孔、螺纹攻丝加工等。

![]() 能够利用切削加工制作的零件
能够利用切削加工制作的零件
能够利用切削加工制作的产品会是什么形状呢?在此,首先为了使您有个印象,我们介绍一些代表性的零件例子。
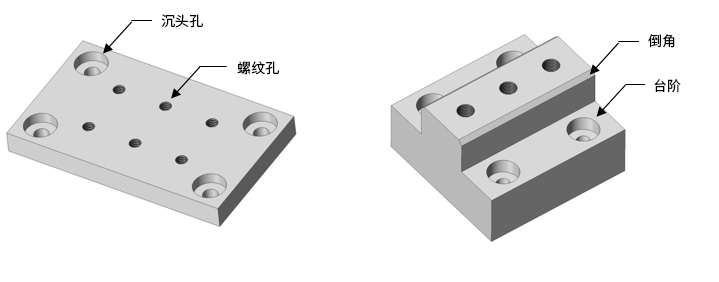
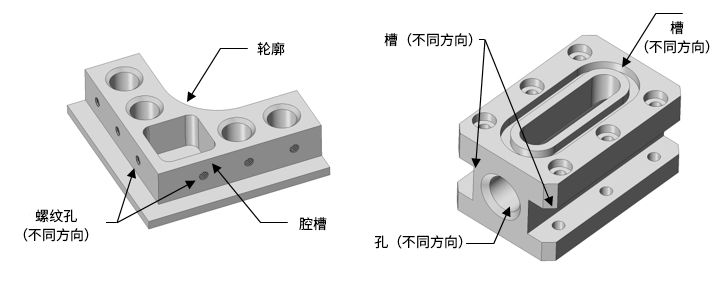
■ 1~2轴加工品
从一个方向上开孔或切入而成的形状是最容易制作的。仅在一个轴向上进行的加工(例如孔加工)和以相同高度加工轮廓、开设凹槽的平面加工也都是较简单的加工。
如下例所示,仅在平板上开有螺丝孔或钻孔的底板、局部切缺或倒角了的块体等都是典型的例子。除孔和切口外,还可以加工轮廓和凹槽(凹陷)。
■ 多面加工品
这是不是仅从一个方向而是从多个方向施加1~2轴加工的加工品。如左图的托架所示,除了从一个方向加工的轮廓形状、孔加工、凹槽加工、切口加工外,还从横向进行孔加工。
右图所示的外壳是从横向开槽并从另一方向实施孔加工。这种加工是将材料翻转过来改变朝向并在各个方向上加工形状。从一个方向进行加工后,将材料翻转并重新固定,这种作业也称为“工件换装”。
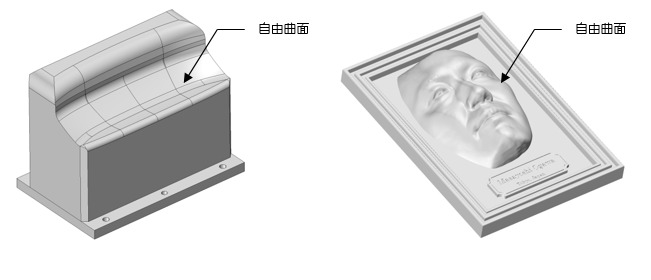
■ 3轴加工
即使从一个方向上进行加工也能切削出光滑表面(自由曲面等)的方法叫做3轴同时加工。使名为球形立铣刀的圆头刀具沿曲面移动,进行精加工。
如左图所示,不仅可以加工具有自由曲面的零件,还可以如右图所示,对扫描人、动物得到的曲面进行加工。由于必须沿曲面同时三维移动主轴,因此要使用支持三维加工的名为CAM(Computer Aided Manufacturing)的专用应用程序来创建NC程序。这种加工方法也常用于注塑成型件等的模具的切削加工等。
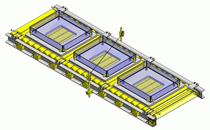
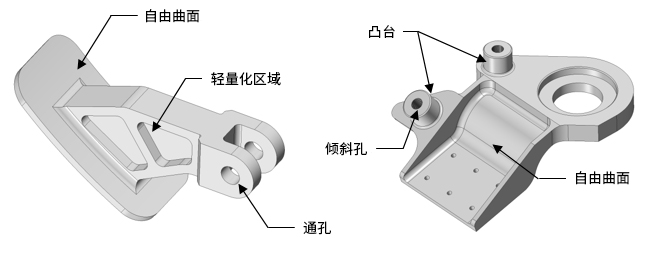
■ 多轴加工品
也能够加工非块状的整体上呈复杂形状的零件。通过将材料重新固定在各个方向上或使用最新的5轴机床,能够制作多面且复杂的形状。
这种加工方法多用于飞机零件等。
下图是典型的飞机零件的形状(示意图)。
多轴加工是自由曲面和孔加工的结合,其特点是多加工复杂且薄壁的构造,例如立设凸台或整体减轻重量。
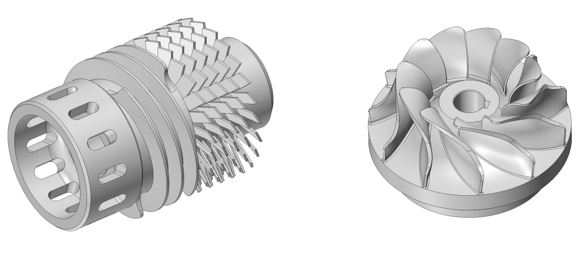
■ 多轴同时加工
即使是最新的五轴机床和复合机床,也有只能通过同时加工才能加工的形状。同时加工是与刀具的移动同步,边旋转材料边进行加工。
典型的形状是左图所示的被称为转子叶片(4轴同时)的形状和像右图叶轮那样的形状(5轴同时)。对于像这种仅从一定的材料方向上无法进行加工的复杂形状加工,切削加工也能够发挥其优势。
![]() 切削加工的材料
切削加工的材料
不能进行切削加工的材料是如陶瓷一般易碎的脆性高的材料和像橡胶那样的韧性强、有弹性的材料。切削加工能够加工除此之外的金属材料、木材和部分树脂材料等,加工范围非常广泛。但是,必须要注意,因为材料不同,有的会难以切削或者切削加工成本昂贵。基本上可以认为硬的材料,切削困难且成本增加。
■ 铁系材料
S45C和SS400之类的普通钢材也是极常用的切削加工材料。由于进行淬火等表面处理时材料会变硬,因此通常在切削加工后都会进行淬火。
■ 不锈钢系材料
SUS304等不锈钢也可以进行切削加工,但因其比一般钢材坚硬,故会缩短刀具的使用寿命。而且加工耗费时间,成本也会增加。
■ 铝材
A2017(硬铝)和A5056之类的铝系材料基本上都是极容易切削加工的材料。但是与铁系材料等相比,强度差并且材料本身的成本往往较高。另外,还要注意它们不适合焊接等其他加工。
■ 树脂
被称为工程塑料(Engineering plastic)的工业树脂也可以进行切削加工。
也有时会使用ABS和聚乙烯等材料制作齿轮或者使用切削加工品作为试制品。
另外,PET、丙烯酸和聚碳酸酯等透明树脂材料虽然不适合切削复杂形状,但可以进行开孔或切口等切削加工。可以通过在透明树脂板上开设通孔、用螺栓将其固定到设备的窗部等方式来有效使用它。
■ 其他
钛、铬镍铁合金、钨等是非常坚硬的金属,难以加工。除非有特殊原因,否则在切削加工中最好不要使用这些材料。
![]() 切削加工的注意事项
切削加工的注意事项
进行切削加工时,刀具与材料之间的摩擦会产生热量。因此如果材料不耐热,则材料可能会变形或材料性质发生改变。在这种情况下,必须要采取措施,例如使用切削油和冷却液或调整加工速度等。
另外,还必须注意加工后产生的毛刺。虽然毛刺的产生状况因材料和加工种类而异,但是进行切削加工时,要事先想到很可能会出现毛刺。如果有毛刺,则可能会妨碍零件的功能发挥或者可能会对使用者和加工者造成伤害。还请事先考虑一下防止毛刺的措施。
![]() 设计切削加工产品时的要点
设计切削加工产品时的要点
我们将从切削加工现场的角度来介绍两个具体的设计要点。
1. 将内角倒角纳入设计中
在切削加工中,由于“刀具旋转”,一定会产生刀具半径大小的倒角(内角倒角)。
特别是在被三面壁包围的内角部,某处一定会存在内角倒角。
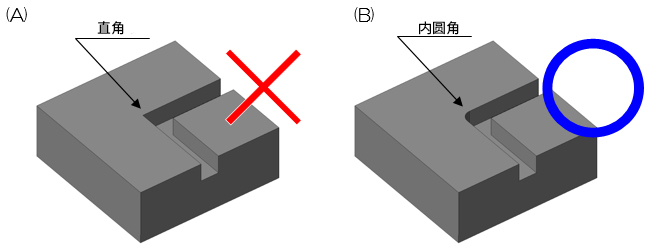
加工这种形状时,请务必在图纸中注明内角倒角的位置。如果没有做任何标注,则会有人询问:“应该在哪里倒角?”有时还可能会被拒绝:“这种东西做不了!”。
本文详细介绍了兼顾切削加工时的“内角倒角”的设计。
2. 考虑加工性来设计孔
孔是切削加工中最容易出问题的部分。孔之所以最成问题的原因是预钻孔的存在。无论是开螺丝孔还是铰孔,都需要先开预钻孔。
如果是通孔,问题还会少些,对孔在中途到头了的“盲孔”实施攻丝或铰孔加工时,需要注意。
本文详细介绍了与孔相关的常见问题和孔设计要点。
这次介绍了两个,此外还有应尽可能减少加工形状的深度、底切和工件换装等设计要点。
![]() 总结
总结
切削加工的机床包括旋转工件进行加工的车床、固定工件旋转刀具进行加工的铣床以及开孔的钻床。应根据目标形状选择机床的种类和加工轴的数量等。虽然能够加工铁系材料、铝系材料和树脂等广泛的材料,但是很难加工像陶瓷那样易碎的材料和像橡胶那样的有弹性和韧性的材料。在设计切削加工品时,请考虑机床的性质和刀具的形状进行设计。
MISUMI meviy可以切削加工铁、铝和不锈钢材料。其特点是,只需将3D CAD数据上传到meviy,就连MISUMI VONA不经销的图纸加工品也能立即报价。如果您拥有MISUMI VONA帐户,则可以立即获得免费报价。
如果您没有MISUMI VONA帐户,请在此注册为新会员。(免费)
* MISUMI VONA是一个电子商务网站,经销MISUMI产品和其他多个制造商的产品。