在本期讲座中,将讲解成型过程中发生异物不良的原因及其对策。
加热筒内的混入异物
在此,对普通的直列式螺杆注塑机的加热筒内是如何产生异物的,以及其产生机理和对策进行讲解。
首先,加热筒内的螺杆上有一个称为螺线的螺旋状螺纹,螺杆前端附有3件套。成型材料通过螺杆螺纹的谷部,然后通过三件套止逆环的间隙并熔融。导致螺杆产生异物的因素有多种,下面将对其中的基本因素进行举例说明。

①成型材料的残留
一台成型机只用于一种产品的情况很少见,通常一台成型机会用于成型加工多种产品,所使用的成型材料也各不相同。由于原料的熔融温度和熔体流动速率不同,如果无法在品类切换过程中彻底完成成型材料替换,则残留的前一种成型材料将被混入后一种产品中。这类异物不良现象一般称为“异种材料”。
【对策】充分清洁
为了缩短品类切换时间并尽量减少成型材料的损失,可能会出现清洁不充分的情况。而在以下情况下,也必须充分进行清洁。
· 更换为熔融温度范围不同的成型材料
· 从深色改为浅色
· 很久没做螺杆保养
利用大量廉价的PP粉碎旧料清洗昂贵的成型材料或数量有限的成型材料,然后再替换为下一个产品所使用的成型材料,是一种经济有效的做法。此外,在需要的地方适量使用清洗材料,也可以有效替换成型材料。此外,由于清洗材料本身也有一些不容易脱落,因此为了避免清洗材料本身作为异种材料而被混入产品中,可能还需要对清洗材料进行置换。
②成型材料劣化
成型材料受加热筒加热器的热量和压缩熔融时产生的剪切热的影响。此外,由于成型材料的颗粒之间含有空气,因此即使通过施加背压使其熔化,成型材料中也会混有空气。成型材料受到加热筒加热器的热量、压缩熔融过程中的剪切热发以及压缩空气的影响而发生劣化。变质的成型材料变成褐色,成为混入的异物。
【对策】修正计量条件
基本上,如果在冷却时间内完成计量,则产品在模具内的滞留时间不会改变,因此尺寸不会受到影响。参考值也取决于周期,冷却时间能够-1秒也就足够了。应认识到,过度追求高旋转和高背压是毫无必要。
③成型材料碳化
成型材料的劣化是部分变为碳化物。由于螺杆螺纹部分和三件套的复杂结构,熔融成型材料会在螺纹周围和止逆环周围滞留。滞留在该部分发生劣化的成型材料碳化并粘附在螺杆或三件套上。更换成型材料时,或是暂时关闭加热筒加热器电源然后再重新启动时,粘附的碳化物会在成型过程中脱落并作为异物而混入。
【对策1】不要切断加热筒加热器的电源
由于螺纹部分和三件套具有复杂的结构,因此很难防止滞留的成型材料劣化并变成碳化物。由于碳化的成型材料容易因温度变化而剥落,所以在成型机停机时,不要关闭加热筒加热器的电源,而应在150℃左右(高温成型材料则为成型温度-100℃)温度下进行“保温”,以预防碳化物剥落。
【对策2】定期实施螺杆维护
使用过清洗材料之后依然发生异物混入时,请拆下加热筒并清洁螺杆和三件套。
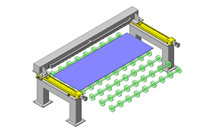
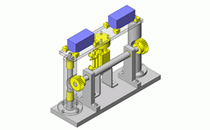
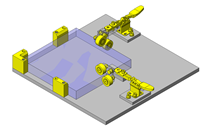
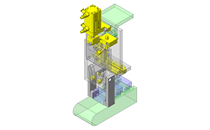
※180t级的成型机可以单人进行作业,但更大吨位的机型需要处理注塑台旋转、缸头拆装、螺杆拔出等沉重部件,所以需要使用起重机,并由2人以上配合进行作业。

|
|
米思米 | 米思米 |


清洁加热筒内部时,应在管子的末端安装上钢丝刷或缠绕上棉纱,然后涂上困气焦痕清洁剂。如有必要,连接到电钻上进行清洁更为高效。此外,使用如下所示的专用清洁刷也很有效。

【对策3】对螺杆、3件套做涂层处理
通过在螺杆和3件套的表面进行涂层处理,虽然滞留的成型材料依然可能会发生粘附,但粘附的难度会加大,可以减少螺杆的维护时间。每个成型机制造商都能够提供相应的可选配件(钛涂层3件套等),也可由涂层企业进行加工。
④止逆环的金属片混入
如果在加热筒内成型材料用尽的状态下让螺杆高速旋转,则会刮擦止逆环,导致产生金属片。大型成型机的止逆环也很大,当成型材料用尽时,会因为其自重而旋转并失控。
【对策】计量时间监控
设置计量时间监控,设置为成型材料用尽后立即停止运行。
模具导致的异物附着
模具产生的污垢可能会附着在成型产品上。
①从模具溢出的油脂和气体附着
· 防锈剂残留
· 来自顶料销的污垢附着
· 滑块滑动部位的润滑脂渗出
· PL面、嵌件部位困气焦痕附着
尤其多发于启动时。
【对策】清洁模具
如果在多次注塑成型后污垢脱落就没有问题,但如果问题始终持续出现,请暂停成型作业并清洁模具。如果无法在不拆卸模具的情况下清除污渍,将其拆下进行大修。污渍严重累积之前,经过规定的注塑次数后就进行大修的预防性维护也很重要。
②出水口/软管老化导致漏水
由于进水口和接触管连接部分劣化,漏水可能会通过模具扩散到产品部分。水附着在产品部分可能会导致斑点。其发生原因大致包括以下2种。
· 热水管路的出水口和触摸管连接处变细,容易漏水。
· 在高速开合的模具中,喷水螺杆部分因振动而开裂,导致漏水。
作为对策,除了在运行过程中进行日常检查以及利用检查表进行管理外,还包括以下两点。
【对策1】更换热水管路的出水口
热水管路的出水口劣化很快,如果劣化不断发展,则会在打开温控器通水时出现漏水。如果介质温度升高,则漏水会减少,可在这一阶段切断触摸管并重新连接,如果仍然没有改善,则更换出水口。
【对策2】模具开闭振动对策
由于出水口的螺纹部分较薄,不耐振动,易于破裂,因此
· 将材质改为不锈钢
· 如果可以容忍通道变窄的效果,改为使用减小内径的六角型以加强壁厚也是有效手段。
关联内容