螺塞规格为M8以下时螺距为粗牙、M10以上时螺距统一为1.5mm。这样规定的原因有两个,一个是将螺塞作为弹簧的压紧螺丝使用时,为了使螺丝直径和弹簧的关系更明确;另一个是螺距与螺丝直径成正比增大时,由于螺丝的有效牙数发生变化,螺塞的厚度也必须与螺丝直径成比例增加。若螺距相同,厚度也就能够统一。螺塞的规格便根据上述观点来决定。
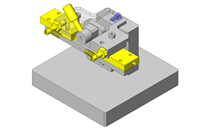
模具中使用的螺塞有【图1】中所示的5个种类。螺塞通过内六角扳手(以下称作扳手)来操作。
螺塞")
(a)中所示的形状为基本形状。扳手孔为盲孔。(b)中的扳手孔为通孔。(c)是基本形扳手孔上设置圆通孔的形状。
(d)(e)为带缘型,根据扳手孔的变化进行区分。
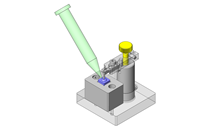
【图2】为螺塞的使用方法。
螺塞")
(a)是作为弹簧压紧螺丝使用的方法。通过螺塞的旋拧来调节弹簧强度时使用这种方法。
这种使用方法需要注意的是,必须始终使弹簧处于压缩状态。若弹簧未压缩,弹簧在孔中会发生松动,可能导致螺塞松弛。
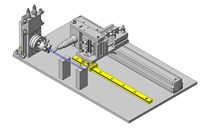
(b)是作为锁紧螺母使用的方法。锁紧螺母是通过两个螺丝的反作用力防止螺丝松动的方法。使用方法参见【图3】(a)(b)。将普通螺塞和扳手孔贯通的螺塞组合起来使用。
螺塞")
操作锁紧螺母时,首先请如【图3】(a)中所示的那样操作扳手,将其切实拧紧。此后,如(b)中那样错开扳手,拧入扳手孔贯通的螺塞,防止松动。扳手孔贯通的螺塞是作为锁紧螺母使用被开发出来的。
还有一种防止松动的方法是使用带缘螺塞。带缘螺塞通过边缘紧紧压住孔产生弹性变形。利用这种力来防止螺丝松动。
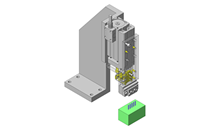
【图4】中所示的形状是模具中常见的形状。【图】中所示为拉深加工工序的示意图。拉深加工使用冷榨脱蜡油。冷榨脱蜡油透过模具的间隙进入弹簧孔中。若油没有释放空间,则会聚集在底部,导致故障(油的聚集从外部看不见)。作为对策,可以使用锁紧螺母用螺塞,也可以使用【图1】(c)中孔贯通的螺塞。【图1】(c)是为释放油及空气而设计的。
螺塞")