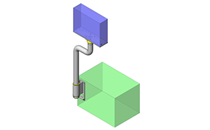
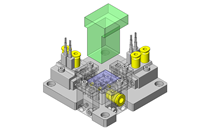
电解研磨是以要进行研磨的产品为阳极,将其浸渍在电解浴中,并让其与阴极之间流过适当的电流,从而让阳极形成光滑而有光泽的表面。电解研磨装置的原理如【图1】所示。这一装置配有直流电源及其控制装置、电解槽及搅拌装置(多采用将试样放在液体中摇动的方法)、浴温调节装置(开工前必须加热、加工中必须冷却)等。
关于电解研磨的原理有多种理论,目前还没有完全释明,不过其中一种理论认为,被研磨面在电解浴中充当阳极,由于与电解液之间的反应而在表面形成具有粘性的氧化物层。由于表面氧化层与电解液之间的边界是个平面,所以所形成的氧化层在被研磨面的凸起部位的厚度较薄、在凹陷部位的厚度较厚。电解液的电阻很小,而氧化层的电阻很大,所以电流会集中在凸起部位。因此,微弱凸起部位会优先发生溶解,从而实现平滑化。
")
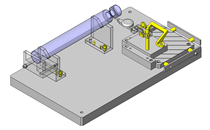
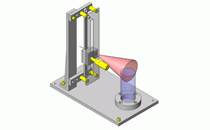
电解研磨很难实现如【图2】所示的宏观上的平滑化,但这是一种能够实现微观上的平滑化,也就是能够创造出呈镜面光泽的平滑表面的加工方法。
机械式研磨是利用油石去除表面的凹凸并实现平滑化,因此只要选择适当的油石,宏观平滑和微观平滑都能够实现。但是机械研磨会破坏表层的晶格,形成加工变质层和加工硬化层,所以即使是抛光至镜面光泽的加工面上,也会有极为细微的研磨条痕以及微粒,从而残留有微观缺陷。而如果采用电解研磨,则表面的溶解会使其更平滑、更光亮,因此不会出现这种加工变质层,可以获得缺陷较少的化学清洁表面。
")
但是,能够适用电解研磨法的金属种类较少,只能适用于铝、不锈钢、铜及其合金等。其原因在于,电解研磨的效果会因加工材料的纯度及组成成分、组织、热处理历史等而受到很大影响,根据材料不同,很多时候研磨液及加工条件的选择存在诸多困难。电解研磨浴需要根据金属种类、所需的反射率等条件来选择,而对于作为两性金属的铝来说,要么使用酸浴,要么使用碱浴。通常情况下,主要使用以磷酸为主并添加了硫酸和铬酸的电解浴,但现在要求使用不含磷酸、铬酸的电解浴。