8)静态加工
在此前各期中讲解的所有电解加工应用中,电极工具与工件之间都存在相对运动,随着加工的进行,电极会被送入工件内,但在某些情况下,也会出现二者之间没有相对运动,只有电解液在电极工具和工件之间流动的情况。这种加工方式称为静态加工。
")
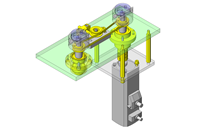
在【图1】所示的静态加工中,是将棒状电极伸入作为加工工件的气缸内,电极的所需部分之外做绝缘处理后固定,一边让电解液从电极与工件之间的环形间隙流过一边通电,通过电解蚀刻气缸内表面扩大气缸内径。这种加工方法也被称为电解扩孔(electrolytic bulge)或电解镗孔(electrolytic boring)。
同样的方法也可用于盲孔的扩孔加工。在这种静态加工中,不存在平衡间隙,因此初始尺寸精度对精加工精度会有一定影响。
9)电解除毛刺加工
这种加工方法可以认为是静态加工的一个特例。通过调整电极工具的形状和位置,让电解溶出作用仅作用于毛刺,从而实现“除毛刺”。
过去,想要去除因机械加工而产生的毛刺,大多需要利用手持式砂轮机、锉刀、凿子等进行手工作业,但随着近年来机械加工和装配的自动化程度不断提高,手工作业在除毛刺作业中所占据的比重也逐渐变得不容忽视。此外,随着机加工零件质量的提升以及自动装配的应用增长,对机加工零件进行精密除毛刺的需求不断扩大。
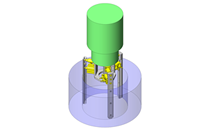
电解除毛刺不仅可以满足这一目的,还可以轻松去除其他方法难以去除区域的毛刺。电解除毛刺的示例之一,如【图2】所示。
")
【图2】是对与中央孔有交叉的细孔的分歧点位置进行除毛刺的案例。电极工具A通过安装夹具夹持在中心孔内,除与交叉细孔相对部分外,其余部位都做了绝缘处理,因此仅在该部分进行电解除毛刺工作。电极工具和工件被固定,电解液通过夹具进入,从电极周边流过,携带电解产物从交叉孔流出。
电解除毛刺作业的电极工具与工装、安装夹具等全都必须根据需要进行除毛刺作业的零件形状相应加工,所以尤其适用于大批量生产零件的除毛刺作业。