在与研磨非常类似的加工工艺中,有一种被称为珩磨的加工方法。在这种方法中,油磨石被放置在被称为珩磨头(hone)的夹具中,在对磨石施加恒定压力的同时,使其与工件之间进行旋转和往复运动,并在其上注入大量煤油或轻油等加工液进行加工。与研磨相比,珩磨的切削量较小,但成品表面粗糙度非常好,因此被广泛应用于精密零件研磨后的精加工。
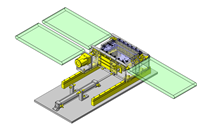
在这种珩磨的基础上叠加电解蚀刻的加工方法称为电解珩磨。电解珩磨设备是将机械珩磨与电解加工组合在一起,其构成如【图1】所示。
")
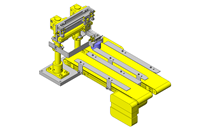
如图所示,以加工对象工件为阳极、管状金属工具(相当于机械珩磨中的珩磨头,通常采用对电解液具备耐腐蚀性的不锈钢制成)为阴极,两者之间保持0.07~0.12mm的间隙,让金属工具进行旋转与往复运动。这种金属工具上有多个槽,用于放置杆状磨石。与采用机械珩磨时一样,这个磨石具有能够以恒定的压力将其顶压在被加工表面上的机构。
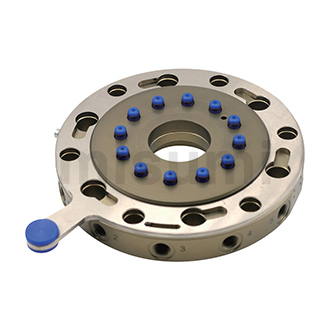
阴极工具具有足够长度,可以在往复行程中完全覆盖待珩磨表面,并且侧面有许多如图所示的小孔。
电解液(通常使用NaCl水溶液)通过阴极工具内部供给,从侧面的小孔流出到缝隙中,在施加直流电压的同时让珩磨头进行旋转和往复运动,待加工表面上的微小突起被磨石去除,同时通过电解蚀刻暴露出新鲜的金属表面,从而使珩磨和蚀刻两种作用被良好地叠加在一起。
与机械珩磨相比,电解珩磨具有磨石磨损小、无毛刺、精加工表面无残余应力或热损伤等特点。
电解珩磨中的电解电流密度远小于电解加工和电解研磨时的电流密度,采用20~45A/cm2。但是,向加工间隙供给电解液的压力必须高达10kgf/cm2。为了提高精加工表面粗糙度和尺寸精度的再现性,有时也会在关闭电流后单独用磨石再进行几秒珩磨。