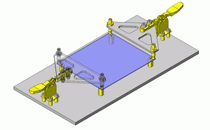
决定模具结构的一个主要因素是板件的结构。板件的结构与模具主要板件的制作方法有很大关系。
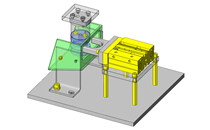
通过【图1】进行说明。

构成模具的板件的最多数量为8片(不含复合模与简易木模等)
基本结构包括5片
(1)上模座
(3)凸模固定板
(5)卸料板
(6)凹模固定板
(8)下模座 。
当凸模较大时,有些模具省略了凸模固定板、上模座,将模柄直接安装在凸模上。此时,板件结构由卸料板、凹模固定板及下模座等3片构成。弯曲模等有时候不需要卸料板,仅采用2片结构。
但是,这样的板件结构属于比较特殊的,通常多采用在5片基础上增加不定片数的结构。不定片数部分是垫板。
垫板的主要功能是对凸模等进行支撑,但有时候也用于固定镶块、调整高度水平,偶尔还用作底冲板。
决定是否需要垫板的一个主要因素是板件的形式。整体式、槽式以及轭式,由图可知,不需要垫板。这三种类型中最近多使用整体式。其他两种很少使用。
嵌件式由于在板件内装有其他零件(镶块零件),需要对镶块进行固定、支承,因此需要垫板。
如上所述,将嵌件式板件用于凹模、卸料板时,也就是属于常说的精密模具的板件结构件数多,多数采用8片结构。
板件结构数量少时当然能够以较低的成本制作模具。应考虑模具的用途(冲压加工数量的多少)及模具精度来决定板件的结构组成。