型腔、型芯结构多采用镶件分割结构。分割目的如下所示。
1. 将不易机械加工的部分分割为单独零件,便于机械加工。
由此可降低机械加工成本,提高加工品质。
2. 具有从分割面排出空气及气体的排气槽功能。
3. 为便于更换易损零件,预先将其分割。
分割型镶件类型如下所示。
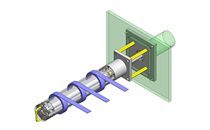
1. 圆形型芯形状分割
2. 方形型芯形状分割
3. 不规则形状分割
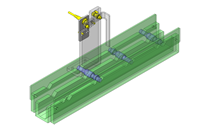
下面分享分割为方形型芯形状时的组装经验与诀窍。
【图】中所示为方形型芯形状的分割示例。为了插入方形型芯,需要在主型芯上机械加工方形孔。
通常采用线切割放电加工、电火花放电加工以及将主型芯进一步分割后进行磨削加工等方法。

无论采用哪种方法,都会在角部残存微小R。R的大小为R0.15~R0.05左右。类似这样,即使残留微小R,在型芯的角部保持锋利棱边的状态下组装时,也很难顺利组装。使用铜锤等强行敲入时,因角部的棱边处于不稳定状态,可能出现破损。
为了顺利完成组装,采用机械加工或手工抛光将型芯锋利棱边部加工为与方孔角部R相配的微小倒角。从而能够顺利完成组装。因R和C的大小可能出现微小差异,会出现间隙。但只要间隙控制在0.03左右,熔融树脂流入时出现毛刺的危险性就极低。反而具有排出空气的效果。
但,在PPS等流动性良好的材料等特殊环境中,建议基于试做数据实施间隙管理。