- 全部
- 关于单位
- 力学
- 工业数学
- 全部
- 能量转换要素
- 动力传递元件
- 导向缓冲元件
- 螺丝・弹簧
- 轴承
- 无油衬套
- 全部
- 去除加工
- 机械加工基础概要
- 热处理・表面处理・化学处理
- 粘接加工
- 全部
- 流体力学
- 热力学
- 材料力学
- 测量工程学
- 全部
- 图纸
- 机械设计
- 机械零件的选定
- 全部
- 传感器
- 驱动器
- 电子回路元件及其应用
- 全部
- 其他材料
- 材料基础概要
- 树脂材料
- 金属材料
- 涂料
- 全部
- 控制器・开关・周边设备
- 测量工具
- 电子回路零件和使用方法
- 配线
- 配线零部件
- 控制器件
- 全部
- 销
- 配合公差
- 尺寸
- 保护等级
- 固定零件:卡环、键
- 弹簧
- 材料
- 电气规格
- 螺丝・螺栓
- 齿轮
- 安全
- 全部
- 出口・进口
- 普通法令
- 工厂法令
- 工厂的节能
- 全部
- 购入物料
- 管理
- 全部
- 决定整体结构
- 技术规格书
- 机械:基本设计
- 冲压模具:基本设计
- 注塑模具:基本设计
- 全部
- 冲压模具:详细设计
- 机械:详细设计
- 注塑模具:详细设计
- 全部
- 表面处理:电铸
- 表面处理:阳极氧化
- 表面处理:电镀
- 表面处理:气相沉积薄膜
- 成形加工:锻造
- 表面处理:喷涂
- 成形加工:冲压加工
- 机械加工概要
- 去除加工:孔加工
- 去除加工:放电加工
- 去除加工:磨削加工
- 去除加工:车削加工
- 去除加工:铣削
- 成形加工:注塑
- 热处理:淬火、回火
- 热处理:渗碳・氮化
- 热处理:退火
- 粘接加工:粘合、钎焊
- 表面处理:研磨
- 其它加工:去毛刺
- 其它加工:打印
- 其它加工:清洗
- 化学处理:蚀刻
- 成形加工:铸造
- 全部
- 工厂环境
- 治具
- 装配作业
- 装配工具
- 配线・配管
- 全部
- 品质管理基础
- 品质管理方法
- 全部
- 安全卫生管理专题
- 安全卫生管理相关事项
- 全部
- 产品及零部件检查方法
- 全部
- 凹模
- 导正销
- 凸模
- 全部
- 倒角工具
- 螺纹铣刀
- 开孔工具
- 车铣加工工具
- 其他加工工具
- 全部
- 建筑五金・工厂用隔板
- 刀具・治工具
- 磁铁用品
- 流体接头・软管
- 工业用过滤器
- 脚轮
- 螺丝・螺栓・螺帽
- 紧固工具
- 粘合剂・修补剂
- 化学制品
- 小型加工机械・电热器具
- 机械零件
- 测量仪器
- 测量工具
- 焊接・防静电用品
- 电子电气零件
- 电气配线元件
- 空压・液压设备
- 驱动设备・轴承
- 全部
- 剪刀・切刀・钣金工具
- 扳手・拔出器
- 电动工具・液压工具
- 磨削抛光用品
- 老虎钳・镊子
- 螺丝刀・六角扳手
- 锤・雕刻・冲头
- 夹紧装置
- 防爆・绝缘工具
- 车辆保养工具・注油枪
- 电气工具
- 自来水管・空调管道用工具
- 工具箱・工具袋
- 螺丝刀头
- 气动工具
- 切割用品
- 全部
- 梯子・踏台
- 作业灯、照明用品
- 接线盘・拖线板
- 焊接用品
- 涂装・室内装饰用品
- 土木作业·木工用品
- 发电机・压缩机
- 泵
- 测量用品
- 配管零件
- 全部
- 办公家具
- 库房和室外用品
- OA・办公用品
- 全部
- 薄膜・安全绳
- 包装捆扎用品
- 劳动卫生用品
- 绿化养护用品
- 软管・喷水用品
- 环境改善设备
- 制冷制热用品
- 防灾・防盗用品
- 安全用品和标识
- 护具
- 清洁用品
- 胶带用品
- 全部
- 瓶・容器
- 收纳用品
- 千斤顶・绞车
- 吊装夹具・吊装带
- 手拉葫芦・起重机
- 输送机
- 升降机/手动液压搬运车
- 搬运台车
- 工具柜・物料架
- 工具车
- 工作台
- 物料架
- 收纳箱・栈板
- 全部
- 理化学・洁净房用品
- 研究仪器
- 全部
- 滑台
- 定位产品
- 单轴驱动器
- 滚珠导轨
- 单轴机器人
- 气缸
- 拖链
- 电缆保护链
- 线性滑轨
- 直线导轨
- LX单轴驱动器
- 简易调整组件
- 无油衬套
- 直线轴承
- 导向轴
- 直线滚珠导轨滑台
- 全部
- 圆皮带
- 蜗轮
- 凸轮轴承随动器
- 同步齿形带
- 输送机
- 联轴器
- 齿轮
- 平皮带
- 免键轴衬
- 铰链销
- 同步带
- 转轴
- 滚珠丝杠
- 同步带轮
- 非接触磁性齿轮
- 链轮链条
- 塑料链条
- 轴承座
- 滚轮
- 轴承
- 全部
- 止动销
- 缓冲器
- 旋钮柱塞
- 悬臂销
- 定位销&衬套
- 定位块
- 定位销
- 进给销
- 调整螺丝组件
- 柱塞
- 肘夹
- 夹紧组件
- 导向轴支座
- 固定环
- 全部
- 紧固件类
- 探针
- 传感器类
- 自由导向臂
- 垫圈/轴环
- 磁铁
- 弹簧类
- 缓冲器
- 非金属材料类
- 铝型材类
- 照明类
- 脚轮/调整块
- 气动元件类
- 真空吸附类
- 气缸类
- 温控类
- 测量工具类
- 电子电气类
- 全部
- 工匠潮流
- 移动机器人(AGV)
- 设备应用实例
- 全部
- 背景篇
- 岗位篇
- 设计篇
- 全部
- 冲压模具讲座
- 塑料模具讲座
- 全部
- 被削材特性篇
- 电火花线切割加工
- 磨削加工
- 车削加工
- 抛光去毛刺加工
- 螺纹加工
- 钻镗铰加工
- 铣削加工
- 全部
- LCA的零部件供给机构
- LCA的其他应用
- LCA的演变
- LCA设计的现状和课题解决着眼点
- LCA与测量
- LCA与机构构思方法
- LCA与接合技术
- LCA与品质
- LCA与运输
- 对应无尘室的LCA
- 模具内组装的LCA
- 支持LCA的机械元件材料
- 全部
- 轴承
- 商品选型概要
- 无油衬套
- 滚珠丝杠
- 滑动导向的解说
- 全部
- 运动转换机构的治具要素
- 提高机械设计人员的生产技术水平
- 自动设备零部件的加工技术基础
- 自动设备零部件的加工技术应用
- 轻量化技术
- 工件夹持技术
- 静电问题及对策
- 全部
- 机械工程学与自动装置设计
- 运动机构的结构设计
- 自动化技术诀窍篇
- 设计思维培训
- 面向机械设计人员的机电一体化讲座
- 面向机械设计人员的电子讲座
- 弹簧的设计
- 公差设计
- 倍力机构的基础
- 配合设计
- 全部
- 表面处理与精加工
- 金属加工辞典
- 材料辞典
- 全部
- 零件材料及选用
- NC加工基础
- 切削加工基础
- 全部
- 设计知识篇
- 零件选型篇
- 现场课题对策篇
- 全部
- 电动夹爪
- 直线电机模组
- 小型SCARA视觉模块上料机
- 全部
基础原理
实用技巧
专用工具
基础知识
工匠话题
-

-
-
-
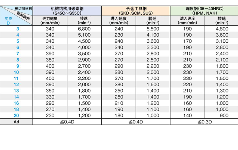
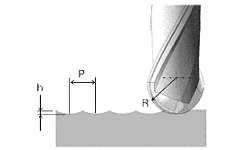 问题球头立铣刀加工时的周期进给量参考值是多少?我正在使用CAM创建刀具路径数据,是否有针对中粗加工和
问题球头立铣刀加工时的周期进给量参考值是多少?我正在使用CAM创建刀具路径数据,是否有针对中粗加工和- 2023.07.17 14:40:23
- 2743
-

-

-
-

-

-
-
-
-

-
 问题购买米思米的不等距导程平头型立铣刀之后,是否能够重新研磨?我司已经购买了米思米的不等距导程平头
问题购买米思米的不等距导程平头型立铣刀之后,是否能够重新研磨?我司已经购买了米思米的不等距导程平头- 2023.01.31 15:22:20
- 830
-